2024-06-26
The silicon steel hot rolling process is a vital procedure in the production of silicon steel, which is thoroughly used in the manufacture of electrical elements such as transformers, electric motors, and generators. This blog provides a thorough understanding of the essential aspects of the hot rolling procedure in silicon steel, highlighting its significance and hidden mechanisms.
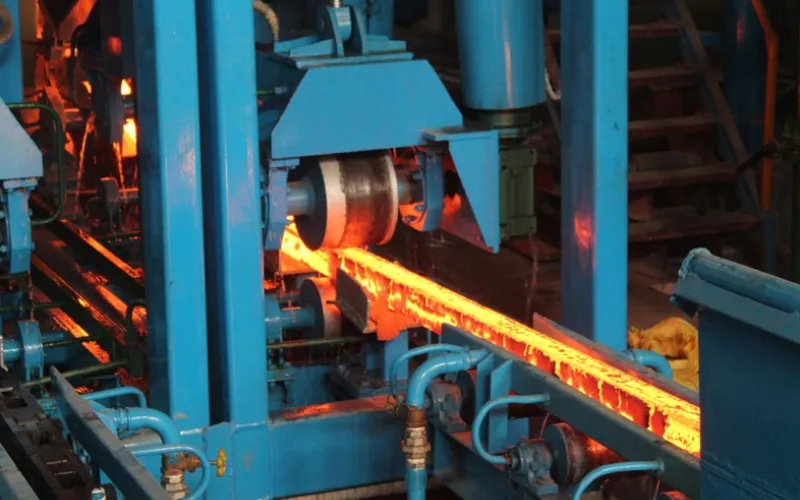
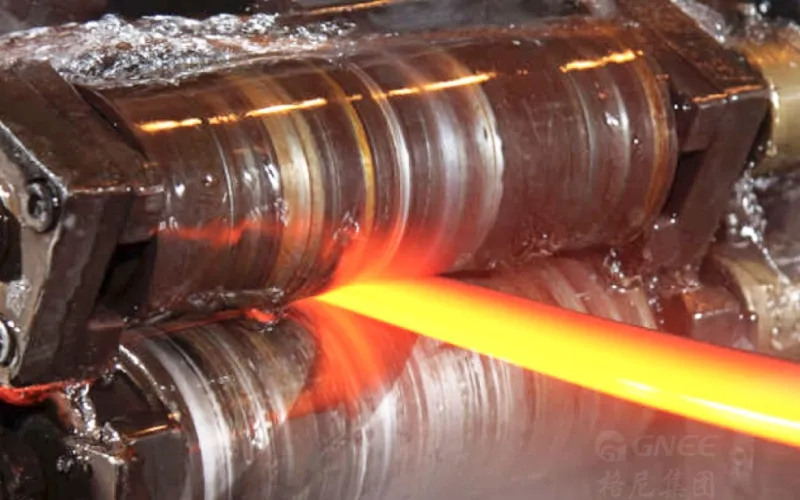
The silicon steel hot rolling process is a vital procedure in the production of silicon steel. It begins with the heating of silicon steel slabs to a high temperature, typically ranging between 1200 ° C and 1300 ° C. This elevated temperature is essential as it reduces the stamina and increases the ductility of the steel, making it easier to roll. The heated pieces are then traveled through a series of rolling stands, where they are progressively lowered in thickness.
| Phase | Temperature Variety (° C) | Goal |
| Preliminary Heating | 1200-1300 | Minimize toughness, boost ductility |
| Key Rolling | 1000-1200 | Major thickness decrease |
| Finishing Rolling | 800-1000 | Last thickness and surface quality |
The main rolling stage entails substantial contortion, where the pieces are rolled into thinner strips while keeping uniform thickness and size. This phase is adhered to by the finishing rolling procedure, conducted at somewhat reduced temperature levels, which focuses on attaining the final preferred thickness and boosting the surface quality of the silicon steel. Throughout these phases, specific temperature control is necessary to ensure the ideal mechanical properties and microstructure of the steel.
One of the crucial aspects of the silicon steel hot rolling procedure is the monitoring of temperature level and contortion to control the final grain structure of the steel. Penalty, consistent grains are wanted as they add to the exceptional magnetic buildings of silicon steel. Accomplishing this needs precise synchronization between the heating and rolling phases, along with using innovative equipment and technology.
The completion outcome of the hot rolling process is top-quality silicon steel with enhanced electric and magnetic properties, ready for further handling or direct usage in electrical applications. Understanding the details of this process is vital for making certain the manufacturing of top-tier silicon steel that satisfies rigid industrial requirements.
Silicon steel hot rolling involves several critical points that are meticulously developed to make certain the final item satisfies rigid quality requirements:
1. Preheating: The process begins with preheating the silicon steel billets or pieces to a defined temperature range. This step is important as it minimizes the pressure needed for succeeding rolling and boosts the material’s plasticity.
2. Roughing Mill: In this phase, the preheated billets are gone through a series of roughing stands. These stands progressively decrease the thickness of the steel while raising its size. The rollers in the roughing mill put in tremendous pressure to attain the desired thickness.
3. Reheating: After roughing, the slab goes through reheating to keep its temperature level, which is essential for preserving uniformity during additional rolling processes. Reheating also softens the product, making it simpler to shape.
4. Finishing Mill: The steel then goes into the finishing mill, where it undergoes the last shaping. The finishing stands have more precision and control contrasted to the roughing stands, guaranteeing the steel achieves its exact thickness and surface coating demands.
5. Cooling: Once the steel has been shaped to its final dimensions, it transfers to the cooling bed. Managed cooling is critical to maintain the microstructure of the silicon steel, which boosts its magnetic buildings and mechanical toughness.
6. Coiling: Finally, the cooled silicon steel is coiled into huge rolls or coils for more processing or straight shipment to clients. Coiling is done with precision to guarantee the honesty of the steel’s dimensions and surface area quality.
Each of these phases in the silicon steel hot rolling process plays an important role in establishing the last properties and quality of the material. Effective control and optimization of each phase are crucial for creating silicon steel with exceptional magnetic efficiency, high toughness, and excellent surface area qualities.

In the silicon steel hot rolling process, specialized devices are critical to make certain effectiveness, precision, and quality. The key tools included include reheating furnaces, roughing mills, finishing mills, cooling beds, and coilers. Each tool plays a certain function in changing raw silicon steel pieces into hot rolled silicon steel coils.
Reheating Heating Systems
Reheating heaters are used to heat the silicon steel slabs to the preferred rolling temperature level. These heating systems need to preserve regular and regulated heating to stay clear of thermal anxieties and ensure uniform temperature distribution. The common temperature level variety for reheating silicon steel is between 1100 ° C and 1250° C.
Roughing Mills
The roughing mill includes the initial malfunction of the reheated slabs. Roughing mills are outfitted with effective rollers that reduce the thickness of the pieces in several passes. The crucial objective at this stage is to attain an initial shape and dimension, preparing the material for further handling in the finishing mills.
Finishing Mills
Finishing mills are where the silicon steel accomplishes its final thickness and surface quality. These mills contain several rolling stands, each gradually reducing the product thickness. The specific control of rolling rate, stress, and temperature level in the finishing mills is vital to fulfilling the strict specs required for silicon steel applications.
Cooling Beds
After the hot rolling process, the silicon steel needs to be cooled in a controlled fashion. Cooling beds facilitate the gradual reduction of temperature, protecting against the development of undesirable microstructures and ensuring the mechanical properties of the steel are maintained. The design of cooling beds permits consistent cooling and handling of the steel coils.
Coilers
The last tool in the silicon steel hot rolling process is the coiler. Coilers wind the hot rolled silicon steel into coils, making it much easier to deal with, transport, and shop. Modern coilers are outfitted with tension control systems to make certain that the coils are wound firmly and uniformly, which is vital for succeeding handling and applications.
| Tools | Function | Main Features |
| Reheating Heaters | Heat steel pieces to rolling temperature | Temperature level range: 1100°C- 1250°C |
| Roughing Mills | The first failure of pieces | Effective rollers, several passes |
| Finishing Mills | Final thickness and surface quality | Several rolling stands, accurate control |
| Cooling Beds | Controlled cooling of rolled steel | Consistent cooling preserves mechanical properties |
| Coilers | Wind steel into coils | Stress control systems |
Reliable temperature control is essential in the silicon steel hot rolling process to guarantee the last product’s high quality and performance. The procedure begins with heating the silicon steel pieces in a reheating furnace to a temperature level between 1100 ° C and 1300 ° C. Preserving this temperature level array is vital for achieving the preferred mechanical properties and microstructure.
Throughout the hot rolling phases, precise temperature guideline is preserved to avoid problems such as decarburization and oxidation, which can detrimentally influence the steel’s surface quality. Advanced control systems are employed to keep an eye on and change temperature levels at various stages, including the roughing and finishing mills. These systems often use infrared sensing units and comment loops to make certain consistent temperature circulation.
The finishing temperature, commonly around 900 ° C to 1000 ° C, is particularly essential. If the temperature level falls below the optimal variety, it can lead to raised rolling forces and potential damage to the rolling tools. On the other hand, expensive temperatures can cause too much grain growth, and bring about unfavorable mechanical buildings in the final product.
In enhancement to keeping suitable temperatures, the cooling rate after hot rolling is carefully managed. Managed cooling procedures, such as laminar cooling systems, are utilized to gradually lower the temperature level of the rolled steel, lessening thermal stresses and avoiding the development of surface splits. These cooling systems permit accurate modifications, guaranteeing silicon steel’s properties fulfill particular application needs.
On the whole, temperature control in the silicon steel hot rolling process is a facility but important aspect that directly influences the material’s high quality, performance, and viability for its desired applications.
The surface quality of hot rolled silicon steel is an important variable influencing its performance and application. During the hot rolling procedure, numerous factors add to the last surface features of the steel, including the problem of the rolling tools, the rolling temperature level, and the cooling speed.
Among the primary issues in hot rolling is the development of surface problems. These problems can significantly affect the mechanical and magnetic buildings of silicon steel. Common surface defects include scale formation, surface roughness, and micro-cracks. Efficient control and mitigation of these flaws are necessary for generating top-notch silicon steel.
Typical Surface Defects
| Surface Defects | Description | Causes | Mitigation |
| Range Development | Oxide layers that base on the steel surface during hot rolling. | High rolling temperatures and direct exposure to oxygen. | Controlled ambiance rolling and descaling processes. |
| Surface Roughness | Abnormalities and irregular structure on the steel surface area. | Irregular rolling stress and surface area conditions of rolls. | Routine upkeep of rolling tools and use of lubricating substances. |
| Micro-cracks | Small cracks that show up on the steel surface. | Thermal tensions and rolling flaws. | Enhanced rolling temperature levels and controlled cooling rates. |
Improving Surface Quality
To improve the surface quality of hot rolled silicon steel, several procedures can be executed:
– Regular examination and upkeep of rolling equipment to ensure optimal performance and protect against surface area abnormalities.
– Application of descaling strategies, such as high-pressure water jets, to eliminate oxide layers developed throughout rolling.
– Making use of innovative lubricating substances and finishings to decrease rubbing and surface area damage during the rolling process.
– Applying strict temperature level control to minimize thermal anxieties and prevent the formation of micro-cracks.
Continual tracking and control of the rolling procedure specifications are vital to keeping the preferred surface quality. By resolving these variables, the incidence of problems can be decreased, leading to boosted performance and integrity of the hot rolled silicon steel.
The hot rolling process for silicon steel provides several substantial benefits that make it a recommended approach in the manufacturing of this product.
One of the key benefits is the improvement in mechanical properties. Throughout hot rolling, the steel is heated to make it easier to form and create. This high-temperature processing leads to an extra polished grain framework, enhancing the steel’s ductility and sturdiness.
Another benefit is the expense performance linked with hot rolling. Since the steel has functioned at elevated temperatures, it needs less force and fewer passes to achieve the desired thickness compared to cold rolling. This reduction in handling energy and time usage translates to decreased manufacturing expenses, making hot rolling a more cost-effective option for generating large quantities of silicon steel.
Hot rolling also boosts the homogeneity of the silicon steel. The procedure helps to eliminate internal tensions and issues that can emerge during the casting stage, causing a much more consistent product. This uniformity is vital for applications where predictable performance and integrity are necessary, such as in electrical transformers and motors.
In addition, hot rolling boosts the magnetic properties of silicon steel. The controlled cooling and processing actions included in hot rolling assistance maximize the steel’s microstructure, which is crucial for its performance in electro-magnetic applications. This optimization can cause reduced energy losses and enhanced effectiveness in electric devices.
In terms of scalability, hot rolling is very useful. It enables the production of silicon steel in large volumes, meeting the demands of numerous commercial applications. The ability to create broad and thick silicon steel coils and strips with hot rolling also offers versatility in producing various product shapes and sizes.
Lastly, the surface finish of hot-rolled silicon steel, while not as smooth as cold-rolled silicon steel, can still be of excellent quality and appropriate for many applications. The process can include actions to address surface area blemishes, ensuring that the end product fulfills the needed requirements for various final usages.
1. What is the Silicon Steel Hot Rolling Process?
The silicon steel hot rolling process is a critical procedure used in the production of silicon steel, which is extensively used in the manufacture of electrical components such as transformers, motors, and generators. It involves heating silicon steel slabs to high temperatures and passing them through a series of rolling stands to progressively reduce their thickness while maintaining uniform dimensions.
2. What are the Key Stages in Silicon Steel Hot Rolling?
The key stages in silicon steel hot rolling include preheating, roughing mill, reheating, finishing mill, cooling, and coiling. Each stage plays a vital role in determining the final properties and quality of the material, ensuring it meets stringent industrial standards.
3. What Equipment is Used in Silicon Steel Hot Rolling?
Specialized equipment used in the silicon steel hot rolling process includes reheating furnaces, roughing mills, finishing mills, cooling beds, and coilers. Each piece of equipment plays a specific role in transforming raw silicon steel slabs into hot rolled silicon steel coils.
4. Why is Temperature Control Important in Silicon Steel Hot Rolling?
Temperature control is crucial in the silicon steel hot rolling process to ensure the final product’s quality and performance. Precise temperature regulation is maintained to prevent issues such as decarburization and oxidation, which can adversely affect the steel’s surface quality and mechanical properties.
5. What are the Advantages of Hot Rolled Silicon Steel?
The hot rolling process for silicon steel offers several significant advantages, including improvement in mechanical properties, cost efficiency, homogeneity, enhancement of magnetic properties, scalability, and high-quality surface finish suitable for various applications.